|
|
船舶副机大都是4冲程中速柴油机, 相对于船舶主柴油机转速高、受力复杂, 工作时间长, 容易出现故障。
在对副机的检修中, 技术管理和维修人员经常会忽视一些技术细节, 从而导致了检修工作效率下降以及可靠性降低等事故。
这些技术细节所涉及的问题并不是新的难题, 但大多没有在说明书中详述, 因此极易被人们忽略。
根据本人多年来管理、检修多种类型的船舶副机的经验和体会 , 总结以下几点。

一、活塞环槽的检修
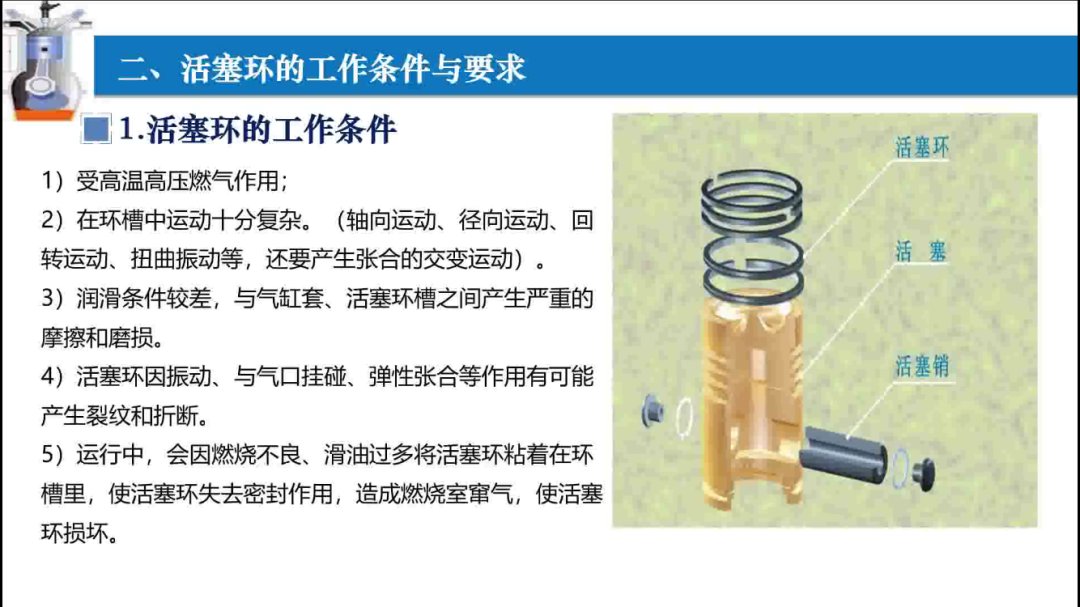
1、第一道环槽的变形
很多船舶副机使用铝合金活塞, 在第一道环槽内镶有生铁, 以提高环槽承受爆炸压力的能力并延长活塞寿命。
在使用中通常间隙超过极限的情况较少出现, 往往在翻新活塞时第一道生铁环槽加热后会产生变形, 不能继续使用。
而国内加工镶生铁环槽工艺较差, 只能加工成与活塞一体的铝合金环槽。
但是经过船上长时间的使用实践证明:
铝合金活塞环槽的光车、堆焊、光车表面氧化处理等工艺质量也不完善。
翻新的活塞只能使用2000~3000h, 便在活塞翻新处发生铝合金烧毁脱落的现象, 造成铝合金粉末进入机油系统导致机油滤器堵塞 , 最终产生严重的后果。
所以在柴油机出现第一道环槽变形时, 一般不采用翻新方法, 活塞只得报废或改用加厚环 (环槽磨损一般不超过2mm)。
2、第二道环槽过度磨损
柴油机活塞第二道环槽易磨损超标, 如果采用翻新活塞, 势必破坏第一道生铁环槽, 因此最好采用加厚环。
加厚环的厚度一般有3个等级, 即0.5mm、1mm和2mm。
但是需要注意的是:
如果在活塞上发现有贯穿裂纹或环槽磨损超过2mm时, 活塞只能报废换新。
二、汽缸盖密封平面的检修柴油机在进厂修理加工汽缸盖下平面时要密切注意汽缸内存气的比较。
注意钢 (紫铜) 垫片厚度, 各缸存气间隙要保持一致, 以免造成气阀撞击活塞头或各缸爆炸压力不均匀。
通常可在汽缸盖未安装到机架上之前, 使活塞处于上死点时, 测量活塞四周水平部分与缸套上边缘的距离, 看是否有变化。
汽缸盖下平面未光车时, 缸盖垫床厚度是统一的, 如果汽缸盖平面光车过, 要检查光车量的大小, 必要时调整垫片厚度恢复汽缸余隙高度。

三、气阀和阀座的检修1、气阀的检修
在每次检查、研磨进排气阀时, 必须认真按说明要求检查阀杆与气阀导管之间的间隙、气阀上连接块 (half) 以及摇臂润滑油孔的情况。
尤其是阀导管管间隙较难测量, 要用样棒插入检查, 棒样尺寸一般等于新阀杆尺寸加上导管磨损极限再减去0.03~0.05mm。
样棒必须从缸头下部往上插, 只要能插进导管1/3总长以上, 就必须更换气阀导管。2、阀座的检修
船上自修、安装阀座的正确方法是:
先用凿子破坏阀座, 或用气焊局部加热后立即用少量冷水滴在旧阀座让它爆裂取出。
在取出阀座时注意不要损坏汽缸盖, 取出旧阀座后要检查阀座孔内有无变形和损伤, 并清洁干净。
安装前将阀座放冰库冻24h后用石棉布包好取出, 用木块或紫铜棒水平均匀地打入缸头上, 注意不要打偏; 或用准备好的液压工具压入汽缸盖。
特别注意:不要把没有冷冻过的阀座硬打入汽缸盖, 若发现阀座孔磨损过大, 标准阀座镶入后过盈量不够, 应立即停止镶阀座工作, 只能将汽缸盖送修船厂光车、镗正阀座孔再配上过量合适的非标准阀座, 以保证足够配合。
同时船上应作好记录, 以便为下次更换阀座时提供参考。

|
|









 发表于 2022-9-26 10:02
发表于 2022-9-26 10:02
 提升卡
提升卡 变色卡
变色卡