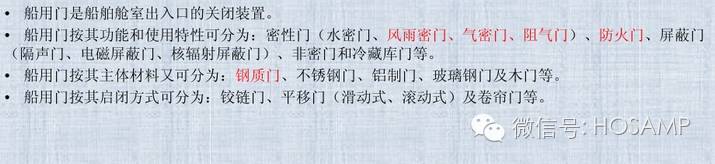
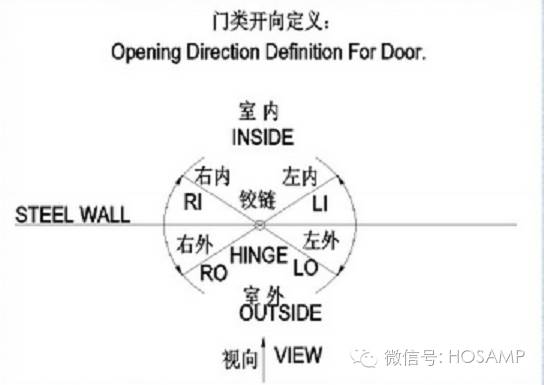
一 船用门概述设计
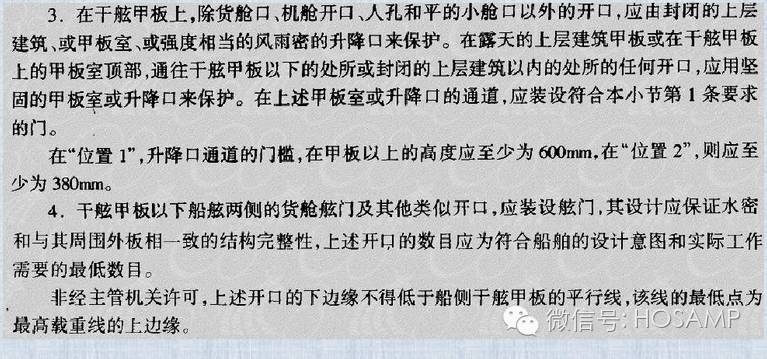
 二 有关公约、规则和规范的要求
二 有关公约、规则和规范的要求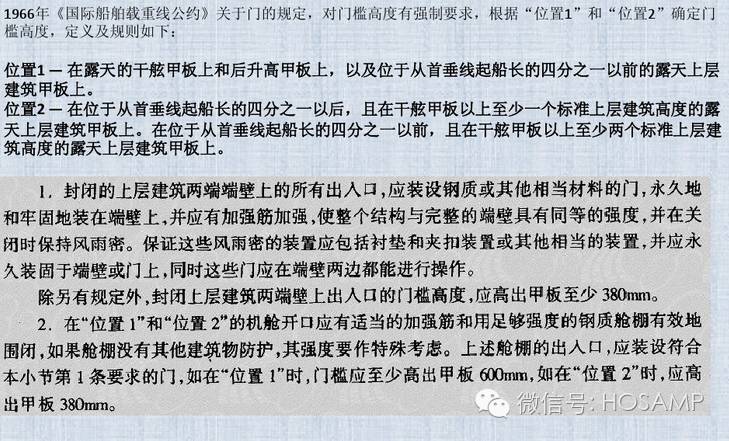
三 钢质门1、介绍
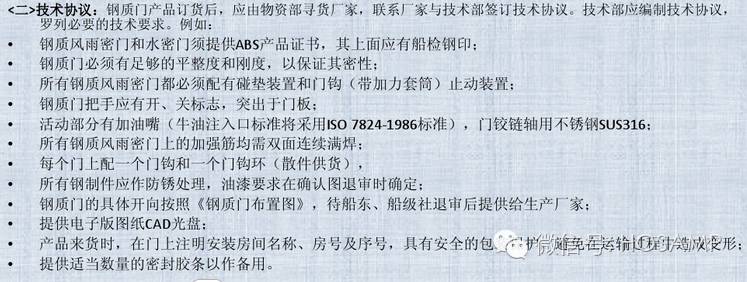
2、技术协议要求
3、确认图
与厂家签订技术协议后,物资部即可签订合同,厂家根据技术协议要求提供产品确认图,供船厂、船东确认,确认后送船级社审核。

4、门附件
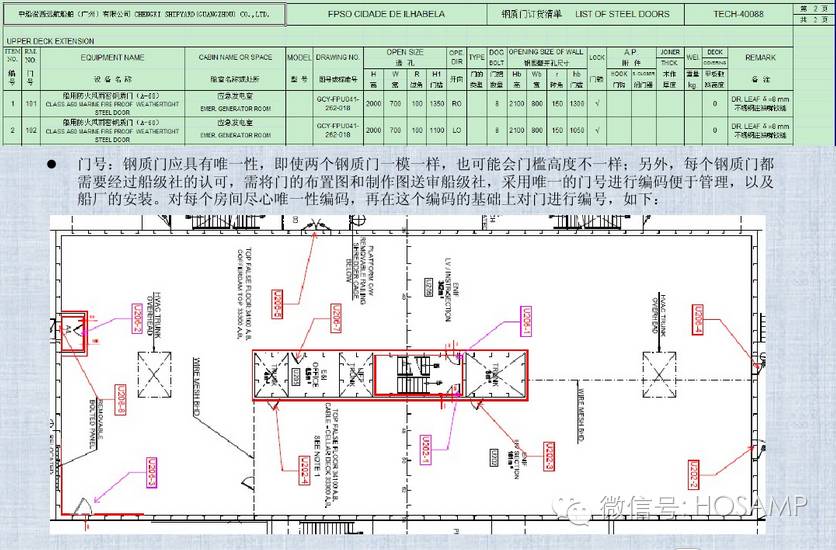
6、门的订货
钢质门与普通的舾装件不同,有着更多的参数需要表达,因此它的订货清单也更加复杂,如下:
7、门眉板
下雨时,为防止和减少雨从打开的门孔流进室内,门上应布置有门眉板,门眉板设计如下:
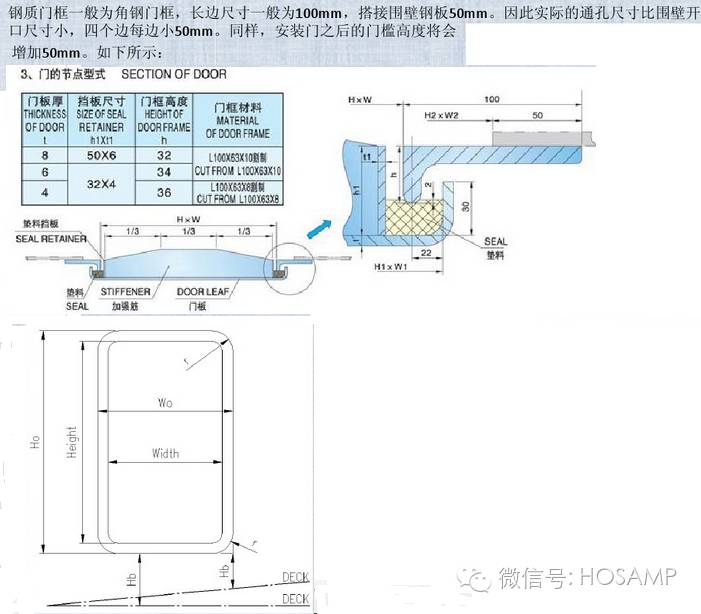
8、门孔门洞设计
9、门的安装工艺 如下:
1 范围
本规范规定了船用风雨密单扇钢质门(以下简称钢质门)安装施工前准备、人员、工艺要求、工艺过程和检验。
本规范适用于GB/T3477-1996《船用风雨密单扇钢质门》中的A型、B型、C型及D型钢质门的安装,快开闭风雨密门的安装可参照使用。
2 规范性引用文件
GB/T3477-1996 船用风雨密单扇钢质门
3 施工前准备
3.1 技术资料
施工前,首先把钢质门布置图、门窗开孔图、门窗托盘表仔细阅读,必要时,要进行技术交底。
3.2 物资材料
施工前,要了解钢质门是否到货、配套附件是否短缺。钢质门要经过进厂前的质量检验,并具有产品合格证书,凡不符合质量检验认可的产品,不准上船安装。
3.3 施工工具
施工前,应把所有的施工工具:卷尺、角尺、石笔、弹线盒、夹具、焊接切割工具、打磨机、鎯头等准备好。
4 人员
4.1 装配工上岗前,应进行过专业知识和安全生产知识的应知、应会培训,考核合格并达到装配工三级资格方能上岗操作。
4.2 电焊工上岗前,应进行过专业知识和安全生产知识的应知、应会培训,考核合格并达到三级电焊工资格方能上岗操作。电焊工上岗时,胸前必须佩带特殊工种上岗证。
5 工艺要求
5.1 钢质门出厂前技术要求按GB/T3477-1996中的规定。
5.2 门安装要求:门槛高度偏差为0~+15mm,门中心垂直度≤2L/1000(L为密封垫距门中心的距离),密封垫距门中心偏差为±2mm。
5.3 钢质门安装后,门板、门框及其附件不容许有毛刺和裂纹现象存在,表面应无明显缺陷。
5.4 钢质门安装后,应确保正常关闭,开启应转动灵活,无过紧过松现象。
5.5 安装后的钢质门应保持风雨密
6 工艺过程
6.1 操作程序
划线 开孔 切割边倒圆角 拉对角线检查门孔平整度 火工校正门孔 风雨密门就位 定位马脚装焊 风雨密门装复 用夹具固定 定位焊 按焊接工艺要求焊接 装焊门钩、门钩座 踏步板定位施焊 眉毛板定位施焊 舱室铭牌底板施焊 消除焊迹缺陷 风雨密门试开、闭 压白粉检查焊后平整度
6.2 工艺方法
6.2.1钢质门开孔四周的钢围壁要平整,并在同一平面上,如不在同一平面上,则要用火工校平整。
6.2.2若门框边缘钢围壁有对接缝,电焊缝处要磨平。
6.2.3钢质门开孔(见图1)
6.2.3.1 按门窗开孔图的中心线定位尺寸,在钢围壁上弹出门孔中心线。
6.2.3.2 按门孔宽度尺寸,以中心线为基准线在钢围壁上弹出门孔的垂直宽度线。
6.2.3.3 按门孔长度尺寸,以门孔垂直线为基准线,用角尺在钢围壁上划出门孔长度上平行线。
6.2.3.4 以门孔上平行线,按门孔长度尺寸,划出门孔长度下平行线。
6.2.3.5 按图示要求,划出门孔的R角。
6.2.3.6 在钢围壁上开孔,开孔要求:高度偏差为±4mm,宽度偏差为±4mm,对角线长度偏差为±2mm,门槛高度偏差为0~+15mm,开孔围壁平面度≤2mm。
6.2.4钢质门孔切割边缘应平整(尽量采用半自动氧乙炔气割),并去除钢围壁开孔周围气割后的毛刺。
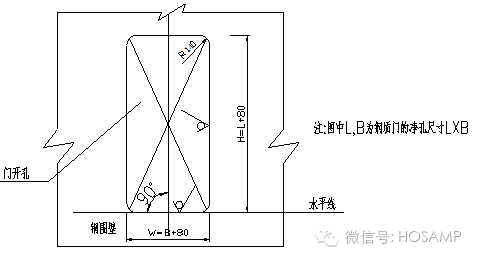
图1 钢质门开孔
6.2.5 钢质门门框与钢围壁应采用双面连续焊,见图2
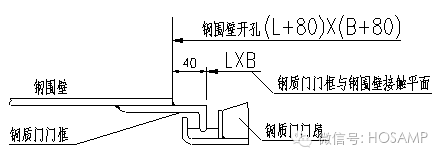
图2 钢质门门框与钢围壁双面连续焊
6.2.6 双面连续焊的焊接程序按图3
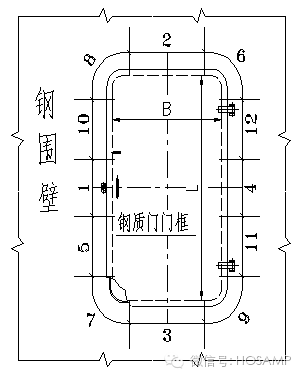
图3 双面连续焊的焊接程序
6.2.7 钢质门门框与钢围壁接触处的焊接平面应在同一平面上,保证钢质门门框与钢围壁焊接后,使其钢质门门框与钢质门门板橡皮接触面基本上在一个平面,这样可以保证钢质门的密性(该钢质门出厂前均做过密性试验)。
7 检验
7.1 对安装后的钢质门进行外观检查,应符合5.3要求。
7.2 对安装后的钢质门开关若干次,检查其灵活性,应符合5.4要求。
7.3 按船级社规范要求做冲水试验,检查钢质门安装后的风雨密性。
7.3.1 冲水试验喷嘴直径不小于φ12.5mm
7.3.2 冲水压力不小于0.25Mpa
7.3.3 喷嘴至钢质门距离不超过1.5m
7.3.4 对门缝冲水顺时针一圈,逆时针一圈。
7.3.5 冲水后,钢质门内应无水滴或水珠。








 发表于 2016-5-23 19:20
发表于 2016-5-23 19:20
 提升卡
提升卡 变色卡
变色卡

 楼主
楼主